Eliminating shrinkage in an SG Iron 450/12 flange casting through pattern orientation and gating
A systematic pattern-orientation and gating correction on a 4.5 kg SG Iron 450/12 flange took rejection from 95% to 0% over an 84-piece trial heat.

Sigma Malleable was carrying a 95% rejection rate on a 4.5 kg SG Iron 450/12 flange. Shrinkage was concentrated at a section-change area on castings running through wall thicknesses of 10 to 35 mm.
A joint technical review isolated the mechanism — localised feeding deficiency where cold metal was reaching a heavy transition zone. Two corrective moves followed: a 180° pattern rotation to relocate the shrinkage-prone zone closer to the main riser, and a gating revision to carry hot metal into the critical section.
The first trial heat — 84 castings — came out shrinkage-free. The customer confirmed acceptable soundness and moved toward larger production evaluation.
Background
Sigma Malleable was facing a high-rejection issue on an SG Iron 450/12 flange casting. Early production trials showed inconsistent soundness, affecting production yield and process reliability. A technical review was carried out jointly with our foundry-support team to identify the root cause and design corrective actions that could hold across a production heat, not just a single pour.
Problem statement
The casting is a 4.5 kg flange in SG Iron 450/12 with wall thickness varying between 10 mm and 35 mm. Rejection was running at 98% during initial production and had stabilised near 95% before the corrective trial — both figures represented an unrecoverable yield loss.
The defect signature was the same across heats: shrinkage located at the section-change area. That consistency pointed at a systemic feeding issue rather than a stochastic melt problem — a good sign, because systemic problems have systemic fixes.
| Parameter | Before | After |
|---|---|---|
| Casting grade | SG Iron 450/12 | SG Iron 450/12 |
| Casting weight | 4.5 kg | 4.5 kg |
| Wall thickness | 10 to 35 mm | 10 to 35 mm |
| Defect location | Section-change area | — |
| Initial rejection | 98% | — |
| Pre-trial rejection | 95% | — |
Root cause analysis

Process evaluation converged on a single mechanism — localised feeding deficiency during solidification. Three observations backed it up.
Shrinkage was concentrated at a heavy section transition, which is the classic hot spot for feeding deficiency in variable-wall castings. The existing feeding and directional-solidification design were not effectively supporting that critical section, and cold metal was reaching the shrinkage-sensitive zone instead of adequately fed hot metal.
Together those three observations pointed at the same fix path: the risering was doing its job elsewhere but couldn't reach the transition zone in time. Reorient the geometry, and the same risering would do the job.
Corrective action implemented
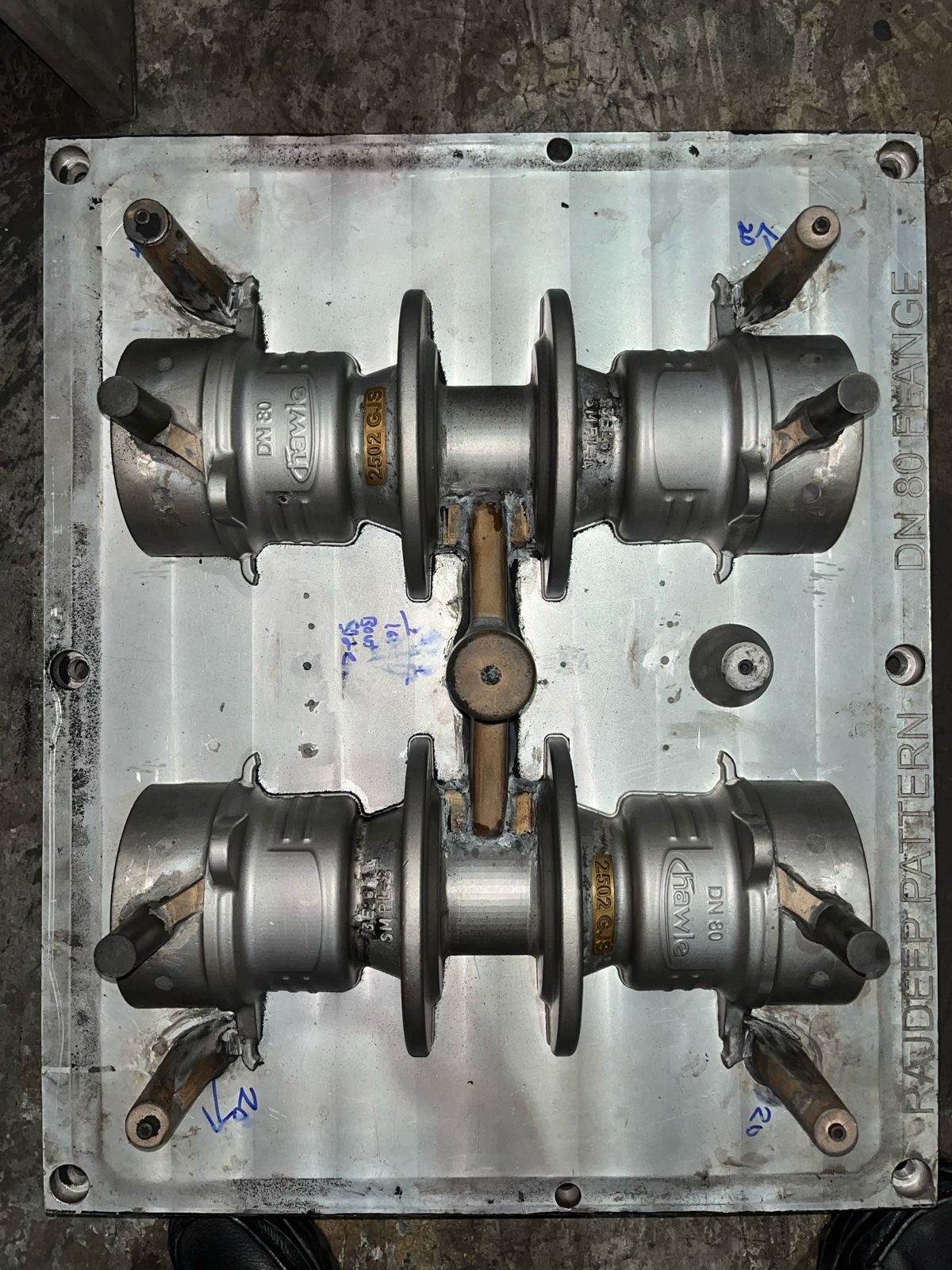
Two moves, sequenced. Pattern orientation was rotated by 180° to relocate the shrinkage-prone area closer to the main riser — so the riser was feeding into the critical section rather than trying to reach it through a lower-thermal-gradient path.
Gating was then revised to improve hot-metal delivery to the critical section. The revised layout aimed to promote directional solidification and avoid premature solidification in the transition zone. The change was mechanical, not chemical — no alloy adjustment, no riser-volume increase, no inoculation change.
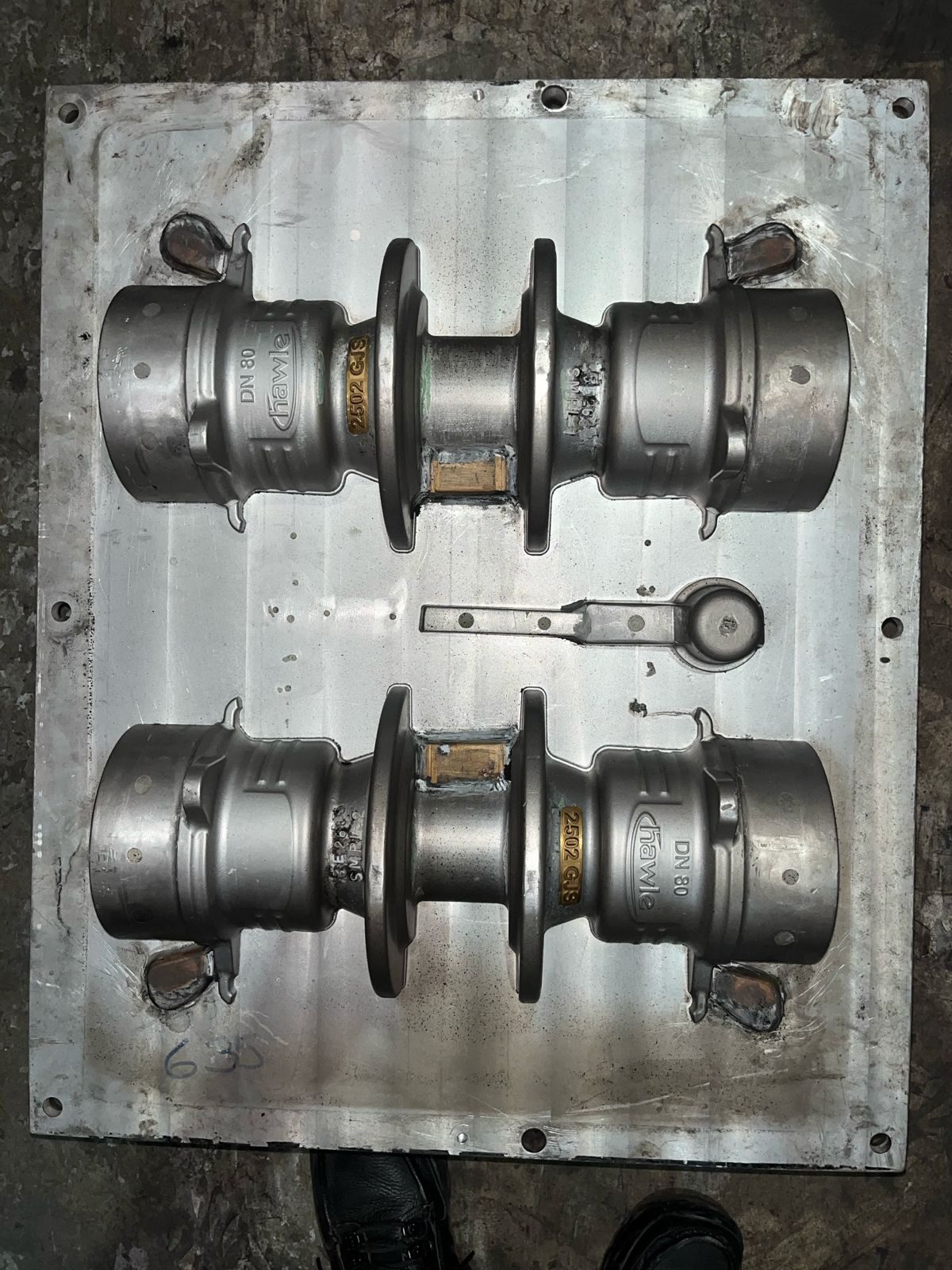
The pattern photos above show the reoriented layout. The cope half carries the riser directly over the previously-defective section; the drag half carries the revised gating that channels hot metal into that section before the surrounding walls solidify and choke off the feed path.
Trial results
A production trial was conducted for one heat, 84 castings. Post-trial inspection showed no shrinkage defects, and the customer confirmed casting soundness across the pour.
The full-heat sample matters. A single lucky pour is a data point; a full heat clean is a process signal. Every casting from the trial shipped, disposition Accept.
| Parameter | Before | After |
|---|---|---|
| Trial quantity | — | 1 heat |
| Casting count | — | 84 pieces |
| Shrinkage rejection | 95% | 0% |
| Customer disposition | Reject | Accept |

The inspection sample above shows the section-change area post-fettling — the exact zone that had been rejecting at 95% on prior heats. Clean.
Customer feedback
“Successful elimination of shrinkage confirmed on the trial heat. Proceeding toward larger production evaluation.”
Sigma Malleable technical team · after the 84-piece trial
Conclusion
The case illustrates a straightforward but under-used lever in foundry troubleshooting — that pattern orientation and gating design, supported by a coherent feeding strategy, can reset the solidification path enough to eliminate a systemic shrinkage defect without changing alloy chemistry or riser volume.
Outcomes recorded:
- →Improved casting soundness at the section-change area
- →Rejection reduced from 95% to 0% on the trial heat
- →Better process stability across the heat
- →Increased customer confidence and progression to larger production evaluation